24小时咨询热线:
0575-81786982

24小时咨询热线:
0575-81786982

电 话:0575-81786982
传 真:0575-81786982
邮 箱:48404069@qq.com
地 址:浙江省绍兴市诸暨市浣东街道暨东路316号一幢
网址:www.qyjx668.com
解说树脂砂生产线的六个检查工作:
1、检查斗提机进料口是否通畅,打开检查门,检查内部是否卡阻或堵料。
2、检查料斗在运送带上的方位是否正确,紧固是否可靠,是否有偏斜和碰撞机壳,传动皮带是否懈怠。
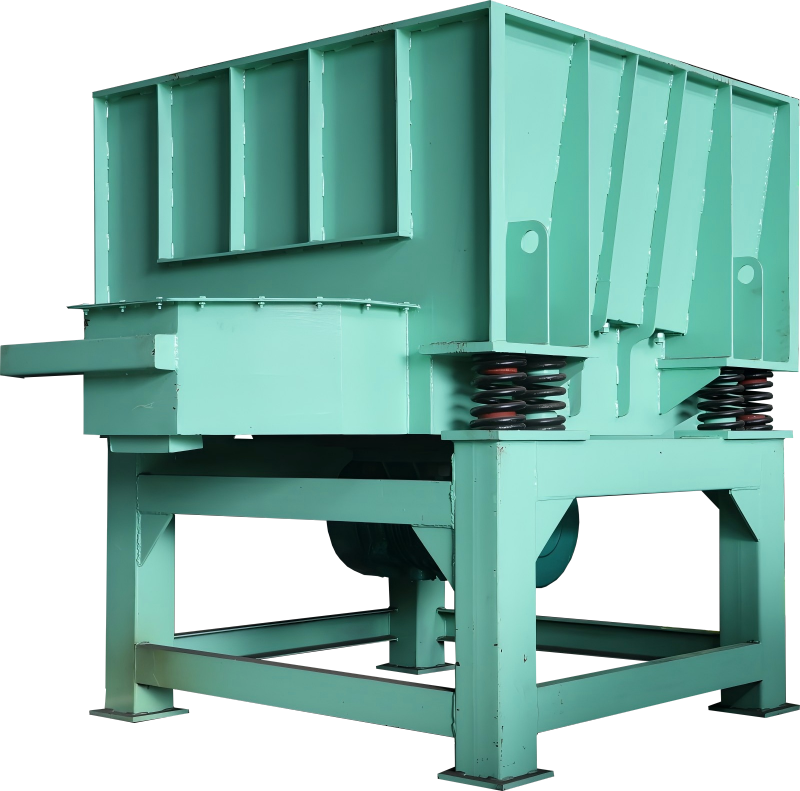
3、检查振动给料机减振弹簧是否损坏、紧固螺栓是否松动、排料口是否通畅。
4、检查砂块破碎机周围积砂是否整理洁净、紧固螺栓是否松动、筛框上的孔是否破损和阻塞、弹簧是否异常。
5、检查机内是否有剩下砂团、杂物等,发现问题应及时处理或报告有关人员。
6、检查再生机油箱油位是否在正常范围内,转子盘内是否有如螺钉、扳手等异物;上、中、下挡圈磨损是否严峻,如严峻应及时替换,传动皮带是否懈怠。

特征:树脂砂生产线铸件喷丸后外表会呈现一层薄皮翘起,乃至掉落,用手能够容易抠掉,大小、面积和方位不固定的现象。这样的现象称为抛丸后起皮。
树脂砂生产线发生原因:
1、铸件没有压实,外表有冷隔、分层、气泡及合金流交融差等铸造缺点。
2、钢丸喷出速度过高。
3、喷丸时刻过长。
4、挂件方式不合理,不稳固,相互磕碰。
5、钢丸丸粒形状质量差,不油滑。
6、钢丸里含有尖利杂志。
排除措施:
1、铸件外表暗。调整热法覆膜设备压铸工艺参数或设备参数。
2、适当降低热法覆膜设备钢丸喷出速度。
3、适当减小喷丸时刻。
4、选用合理挂具,保障铸件在喷丸进程固定,需求时能够选用夹具。
5、购买形状规整的钢丸。
6、筛选钢丸或替换钢丸。
公司地址:浙江省绍兴市诸暨市浣东街道暨东路316号一幢 电话:0575-81786982 手机:13819497412
Copyright © 绍兴擎云机械设备有限公司 服务支持:浙江一览 浙ICP备19017574号-2
浙公网安备 33068102000839号